eOrganic author:
Brian Baker
Introduction
The ancient grains spelt (Triticum aestivum spelta, L.), emmer (Triticum dicoccum), and einkorn (Triticum monococcum) are of growing interest to organic farmers. These crops work well in organic farm system rotations, are competitive against weeds, and have relatively low nitrogen demands compared with modern wheat (Triticum aestivum aestivum, L.). There is also strong demand in the organic market for these grains, and the straw is valued by organic livestock operations.
Spelt, emmer, and einkorn all have hulls that must be removed before the grains can be milled into flour or other value-added products. One advantage wheat has over these ancient grains is that it is hulless. By the end of classical antiquity, hulless wheat surpassed the cultivation of spelt, emmer, and einkorn (Jasny, 1942). However, other modern grains such as oats, rice, wild rice, buckwheat, and barley also have hulls that require removal before final consumption. Grains with hulls have higher processing, transportation, and marketing costs.
Members of the USDA NIFA-OREI (National Institute of Food and Agriculture, Organic Agriculture Research and Extension Initiative) research project "Value Added Grains for Local and Regional Food Systems" identified the dehulling of spelt, emmer, and einkorn as a bottleneck. One objective of this study is to identify options available to farmers for dehulling grains on the farm, rather than sending them to a mill. This article will provide a description of the different options, sample budgets, estimates of variable production costs, and payback on investments.
Dehulling Basics
Before planting any hulled grains, a producer should consider whether they will be used as feed on the farm, sold in the hull to a specific buyer, or marketed with the hulls removed. If the grains must be sold without the hulls, or if further processing is to be done on the farm before the product is sold, the producer must have a way to remove the hulls. Small-scale producers will need to determine the minimum amount that needs to be delivered to the mills. Brewers and distillers are another potential market for grains in the hull; however, some maltsters still require dehulling as the hulls may impart an off-flavor to the malt.
Grains in the hulls are bulkier and less dense than hulless grains. The percentage of hulled to dehulled spelt will vary based on a number of factors:
- Varietal differences: The dehulled yield of 1,000 spelt lines varied from 55–75% of hulled weight (Stallknecht et al., 1996a). Emmer and einkorn potentially add greater variability when compared to spelt.
- Grain moisture.
- Equipment: Because of variations in equipment, yield will depend on the equipment setting, speed, and operator skill. Under ideal conditions, it may be possible to achieve a dehulled weight that is 70% of the hulled weight. A more reliable rule of thumb for most commercial varieties is a dehulled weight that is about 63% of the hulled weight (Klaas Martens, personal communication, 2014); a conservative estimate would be around 50%. Test weights can range as low as 18 lb/bu, and yield less than 50% dehulled grain, but under such low test weights it is best to leave the spelt in the hull and feed it to ruminants.
The differences between hulled emmer, emmer partially dehulled in a single pass, and emmer dehulled in two passes are shown in Figs. 1-3.

Figure 1. Emmer in the hull. Photo credit: David Benscher, Cornell University.

Figure 2. Emmer dehulled one pass. Photo credit: David Benscher, Cornell University.

Figure 3. Emmer dehulled two passes. Photo credit: David Benscher, Cornell University.
Preliminary testing of the dehuller was performed on the emmer variety Lucille. On the first pass through the machine, about 51% of the grain was dehulled, on the second pass about 60% was dehulled, and on the third pass 70% was dehulled. Broken kernels averaged about 8% after three runs (David Benscher, personal communication, 2015).
Requirements for Dehulling
Investment in a dehuller requires sufficient hulled grain production to recoup the equipment cost. For a positive return on investment, the added value must be at least as much as the operating costs and savings in transportation. Even if an on-farm dehuller can be operated profitably, selling grains in the hull still provides a greater margin for the producer if the grains in the hull sell for more than the dehulled grains after accounting for the cost of dehulling.
Dehulling requires its own infrastructure. Separate bins or storage units are needed for the hulled and dehulled grains. The hulls need to be either stored or transported for their ultimate use, even if they are not being marketed. Dehulling creates dust that needs to be removed to avoid safety and health hazards. Equipment is needed to move the grain from trucks to bins, and from bins to the dehuller. Such transfers are usually done by augers, though vacuums may also be used. If the dehuller is not equipped with a mechanism to separate kernels from hulls, then another means to do so will be necessary. Finally, given the reduced storage life of the dehulled grains, it is desirable to have the capacity to mill the grains into cracked grain or flour. Grains are usually stored in the hull until the time that they are ground into flour.
A dehuller that can accommodate multiple crops enables the cost of the investment to be spread over more crops. Most dehullers are able to handle different crops but the speed, yield, and efficiency varies between dehullers. Versatile dehullers may require modifications and additional parts customized to deal with specific grains, further adding to the labor costs and cash outlays.
To determine whether it is worthwhile to purchase or build a dehuller, a producer should consider the advantages and disadvantages of having a dehuller:
Advantages of having a dehuller
- The value-added step is captured on the farm, because the dehulled grain commands a higher price.
- On-farm dehulling saves the cost of having a mill or another farm custom dehull the grain if the buyer requires it to be dehulled before delivery.
- Dehulling capacity provides more marketing options for farmers.
- The cost of transportation is reduced by selling a less bulky product.
- Dehulling grains reduces storage, packing, and shipping volume.
- Farmers have more options of crops that they can grow and sell.
- Hulls are a marketable co-product for feed, animal bedding, and other uses.
- Organic producers with their own equipment could include that operation as on-farm processing, thus resulting in less additional costs of organic certification of the processor.
Disadvantages of having a dehuller
- The volume of grains that are dehulled and marketed as added value needs to be sufficient to recover the cost of the investment.
- Dehulling requires labor for setup and operation.
- Dehulled grains are more prone to losses from rancidity, decay, and post-harvest diseases than grains in the hull.
- Quality control requires attention to detail, and the risks of loss through machinery malfunction are increased.
- Organic producers who are not already certified for processing and handling would need to get that additional certification if they handle and dehull grains for other farmers.
Thus, having a dehuller makes sense only for farms that grow enough grains to justify having a dehuller on hand, enough labor to operate the dehuller, and a predictable market premium for dehulled grains that enable the farm to recover the investment and pay for the operation of the dehuller. While some mills may purchase dehulled grains, others will purchase only grains in the hull. These mills prefer on-site dehulling for product flow scheduling and quality control purposes. If the hulled grains can be transported to a dehulling operation and dehulled for less than what it would cost to own and operate a dehuller, it does not make economic sense to make that investment or incur those costs. Operations that will custom dehull grains vary in how much they charge, and all of the ones asked in this study required minimum amounts to accept a load to dehull. These minimums ranged from one ton to a seventeen ton grain trailer load.
Transportation costs vary regionally and depend on distance, amount transported, fuel costs, driving conditions, and wages. Trucking beyond a 300-mile radius is uneconomical for grain in most markets (USDA-Agricultural Marketing Service and U.S. Department of Transportation, 2010). Rail and barge transportation might be less expensive for large loads traveling longer distances, but involve even higher minimum loads than trucks, as well as intermodal logistics. A rule of thumb for a fully loaded tractor-trailer carrying about 20 tons a distance of 200 miles would be an added cost of between $40-50/ton or 2-2.5¢/lb (Mary-Howell Martens, personal communication, 2014). Transportation costs per mile and per bushel increase with smaller loads. Transportation requires either purchasing a truck or trailer that meets highway regulations, or hiring a common carrier. Most common carriers charge by volume rather than by weight, making the hulled grains more expensive to transport than the dehulled grains.
Cleaning, dehulling, and other post-harvest operations should be considered a separate enterprise for planning and bookkeeping purposes. By treating the post-harvest part of the operation as a different unit, it is possible to determine how much value is added, and whether it is profitable to invest and maintain that operation. Farmers can make those calculations using this worksheet.
Model Comparison
A number of commercial dehullers are currently on the market, but it was not possible to get data on the efficiency or operating costs of all of them. The following dehulling units were considered for comparison purposes:
- Codema VSH 2096 large-scale impact dehuller.
- CS Bell Model 60 modified corn sheller as a small-scale friction dehuller.
- A model custom-built by Cornell University engineering students as a small-scale impact and friction dehuller.
- Forsberg 7D small-scale impact dehuller.
- Heger DS II 800 S large-scale friction dehuller.
- Horn DVC 2 large-scale abrasion dehuller.
- Roskamp Challenger large-scale impact dehuller.
- A model custom-built by Nigel Tudor that is a small-scale abrasion dehuller.
The smallest and least expensive dehuller is a Corona hand mill that has been modified to have a rubber disk (Dong and Edberg, 1990). However, none of this project's operations are using the Corona, nor does it appear to be appropriate for commercial operations. The hand unit is very labor intensive, and even at minimum wage generates a negative cash flow. However, it may be appropriate for small operations with substantial slack time in the off-season.
A modified CS Bell Model 60 corn sheller is a small-scale electric-powered option (Dong and Edberg, 1990). The Northeast Organic Farming Association of New York (NOFA-NY) purchased a Forsberg 7D (Forsberg, Inc., 2003) as part of the OREI grant, with the intention of developing a prototype mobile dehulling unit.
Testing of the capacity and efficiency of the dehullers is still underway, so the estimates are subject to change. Two custom-built prototypes were also included, one built at Cornell University (Gauthier et al., 2012), and one developed by Nigel Tudor of Weatherbury Farm (Tudor, 2012). The Cornell model was designed specifically to dehull emmer, but could also be adjusted to dehull spelt and einkorn.
The capacity and efficiency of these machines are estimated, and have not been empirically verified. Between product degradation and wear and tear, manufacturers generally advise against using the equipment at peak capacity for more than a few hours at a time. Efficiency is the difference between maximum capacity and optimum capacity, taking into account grain quality as well as normal wear and tear. The efficiency estimates were put together based on interviews of the manufacturers and users. To validate or revise these efficiency estimates, empirical tests of the performance of the equipment under comparable conditions should be performed.
Three new commercial-scale units that are available for sale and in operation in the United States were also included in the comparison: the Codema VSH 2096 (Codema LLC, North America, 2007), the Heger DS II 800 S (Heger GmbH & Co., 2013), and the Horn DVC-2 (Horn GmbH & Co., 2012). The manufacturer states that the Codema was designed to hull a wide variety of crops such as oats, sunflower seeds, spelt, hemp, barley, buckwheat, and canary seed. The Heger and Horn were both specifically designed and optimized for spelt dehulling. Finally, a reconditioned Roskamp Challenger oat dehuller was included for the sake of comparison (Roskamp Huller Manufacturing Co., no date). Table 1 provides capacity ratings, with fixed costs provided alphabetically by model.
| Make and Model | Mode of Action | Rated Capacity (lb throughput/hour | Annual throughput 000 lb/year | Average Efficiency for Spelt (% rated capacity | Purchase Price | Installation Cost | Total Fixed Cost |
|---|---|---|---|---|---|---|---|
| Codema VSH 2096 | Impact | 3,000 | 1,000 | 50 | $16,000 | $50,000 | $66,000 |
| Cornell | Impact and Friction | 500 | 35 | 50 | $10,000 | $5,000 | $15,000 |
| CS Bell Model 60 | Friction | 300 | 150 | 50 | $2,000 | $500 | $2,500 |
| Forsberg 7D | Impact | 250 | 100 | 50 | $5,000 | $1,000 | $6,000 |
| Heger DS II 800 S | Friction | 2,200 | 800 | 60 | $20,000 | $20,000 | $40,000 |
| Horn DVC 2 | Abrasion | 3,000 | 1,000 | 60 | $35,000 | $35,000 | $70,000 |
| Roskamp Challenger | Impact | 4,200 | 1,050 | 40 | $18,000 | $29,000 | $47,000 |
| Tudor | Abrasion | 400 | 100 | 60 | $13,000 | - | $13,000 |
Sources: Case study and operator interviews, company websites, sales representatives, Dong and Edberg (1990), Lazor (2013).
With the exception of the Roskamp Challenger, all of the equipment was assumed to be purchased new. Other used, multi-purpose dehullers were not considered due to their limited availability or unproven performance with spelt. The farm gate and wholesale spelt prices were assumed to be on the low side of what has been historically offered in order to be conservative with the estimates. Retail prices will be higher. Emmer and einkorn are expected to receive higher prices than spelt. There has been a general upward trend over the past several years, with no indication that market saturation has been reached. Nevertheless, for the sake of creating a business plan to obtain financing, many lenders will want to know the historical prices and plan around the worst case scenario. Retail prices are significantly higher—in some cases double the wholesale price. The farm gate prices were predicated on human food grade. Prices received by farmers can be considerably lower if the quality is poor.
Operating Assumptions
Model comparisons are based on assumptions that may vary according to operation and location. Models varied in their yields and efficiencies. Estimated hulled versus dehulled yields ranged from between a little over 50% to around 70%, based on information provided by manufacturers and the producers interviewed. Obviously, the equipment is a factor in setting the yield, but these differences are captured in the efficiency ratings in Table 1. Batches that turn out less than 50% would be uneconomical to dehull. Labor costs were based on the New York median wage for unskilled and semi-skilled food industry workers, which was $10.48 per hour base wage in May 2013, plus an estimated 22% employer contribution (6% Federal Unemployment Tax Act, 4% state unemployment tax, 6.2% social security, 0.9% Medicare employer contributions, 2% workers compensation insurance, and a voluntary 4.9% health insurance), bringing the total to $13.00 an hour. Labor was further assumed to be seasonal, with the scheduling of dehulling occurring between fall planting of winter grains and before summer harvest. Return on the commercial-scale equipment would increase with greater use, such as a standard of 40 hours a week over 50 weeks of the year, but the labor-intensive options would be less viable under those same assumptions. The electric rate was based on the 2013 average for Upstate New York. The interest rate of 2.125% was based on the Farm Services Administration's operating loan rate for the spring of 2014. The specific numerical assumptions are included in Table 2.
| Parameter | Units | Value |
|---|---|---|
| Spelt cost of goods (farm gate) | ¢/lb. | 30 |
| Spelt wholesale price (dehulled & unmilled berries) | ¢/lb. | 68 |
| Hulled vs. dehulled yield | % | 63 |
| Density of hulled spelt | Lb/bu | 30 |
| Density of dehulled spelt | Lb/bu | 56 |
| Labor costs | $/hr | 13.00 |
| Electricity costs | ¢/kWh | 23.2 |
| Interest | %/yr | 2.125 |
| Foreign exchange | $/€ | 1.37 |
| Depreciation (straight line) | Yr | 5 |
| Annual Operation | Hrs | 416 |
| Spelt annual yield | lb/A | 2,754 |
| Spelt test weight (with hulls) | lb/Bu | 36.7 |
Sources: Case study interviews; U.S. Department of Labor, Bureau of Labor Statistics; USDA Farm Services Administration; xe.com.
The operating costs and returns on investment for various models were compared using standard accounting practices. Dehullers were first compared looking at the average annual cost per pound to dehull spelt operating at the rated capacity and estimated optimum efficiency. None of the models could operate at capacity for long. At top speeds, quality degrades with more hulls and other chaff or more damage to the grain, sometimes both. Most of the dehullers were rated as having an optimal efficiency of 50% rated capacity, but multi-purpose dehullers were rated at lower efficiency because most were designed primarily for either oats or rice, and not for spelt. For the sake of being conservative, the hulls were assumed to have a value of zero. While spelt hulls will have a market value in some locations, the market price is unreliable and varies widely.
Average cost factors included labor costs, energy costs, maintenance, and repair. Debt service, amortization, and taxes were not included in annual costs. The annual earnings before interest, depreciation, taxes, and amortization (EBIDTA) were calculated using Equation 1,
Equation 1.

where R=revenues from hulled grains, G= cost of goods, L=labor costs, E=energy costs, and M&R=maintenance and repair. “Cost of goods” is the farm gate price for hulled grains. Even if the grain is dehulled on the farm, there is an opportunity cost and the grain cannot be assumed to have zero value.
The net present values (NPVs), internal rates of return (IRRs), and Total Returns on Investment (TRs) were also estimated for the different models and shown in Table 3 using the assumptions in Table 2.
The NPV (Equation 2) provides the sum of the cash flow generated by the machine over its operating life,
Equation 2.

where C0 is the initial investment, Ci is the cash flow in year i, r is the current interest or discount rate, and n is the number of years before the investment is fully depreciated.
The IRR (Equation 3) is the annual percentage return on the investment in the machine. It is the value of r for a cash flow that has a Net Present Value of zero.
Equation 3.
Both the NPV and the IRR were calculated using the algorithm in Microsoft Excel. The payback period or break-even point is the number of hours that the machine has to be run to recover the fixed costs from the revenue received net of operating costs.
| Model | Average Annual Costs¢/lb | EBIDTA $/year | IRR % | NPV $ | Payback Period Hours | Acres Required to Meet Capacity |
|---|---|---|---|---|---|---|
| Codema VSH 2096 | 2.4 | 46,694 | 13.00% | 150,105 | 471 | 363 |
| Cornell | 15.1 | 305 | -- | -- | 3,442 | 13 |
| CS Bell Model 60 | 14.9 | 1,488 | 10.40% | 4,396 | 840 | 54 |
| Forsberg 7D | 19.3 | -308 | -- | -- | -- | 36 |
| Heger DS II 800 S | 2.3 | 45,308 | 22.10% | 169,190 | 321 | 291 |
| Horn DVC 2 | 2.1 | 57,312 | 15.40% | 195,019 | 407 | 363 |
| Roskamp Challenger | 2.1 | 39,998 | 16.10% | 137,868 | 294 | 381 |
| Tudor | 17.9 | 32 | -- | -- | -- | 36 |
The Cornell and Tudor model had a positive cash flow but did not recover the fixed costs within five years, leading to a negative net present value and internal rate of return. The Forsberg 7D had a negative cash flow. These are as much the product of conservative assumptions about the wholesale price of spelt. In all three cases, higher premiums for the dehulled grains could make the investment profitable.
Each of the four commercial-scale dehullers will dehull spelt at an average cost of around 2¢/lb when operated under ideal conditions. The Codema and Horn would have a total return on investment in the first year if used to capacity at optimal efficiency, effectively paying off the purchase and installation costs within the first year. A sensitivity analysis was performed with labor costs that varied between the Federal minimum wage of $7.25/hr and no employer contributions, to a high of $18/hr, including benefits and employer contributions. When labor costs are $18/hr, the small-scale hand-operated unit has a cost of nearly $1/lb, and even at the very low purchase price never broke even at market prices for spelt. Even though the small-scale equipment has relatively low fixed costs, at prevailing wages and current prices they do not provide a return on their investment.
Dehuller Designs
Techniques to remove hulls from grains are as ancient as the grains themselves. Techniques to remove the hulls were necessary from the very beginning of the cultivation of einkorn, which is believed to have occurred sometime in the Neolithic era (Nesbitt and Samuel, 1998). In more recent times, the development of low-cost dehullers for small-scale farmers has been of interest in developing countries, mainly for rice and sorghum (Schmidt, 1992).
A three-step process is required to remove the hulls from the grain kernel.
- The grain kernels are physically removed from their hulls.
- The mix of kernels and hulls are then separated by their different specific gravity—hulls are lighter than grains.
- Not all grain will have the hulls removed, so the remaining grains in hulls and grains without hulls need to be sorted into two separate streams. Kernels are smaller than hulls, so the sort is based on differences in size. Grains in the hulls are recirculated back to the beginning of the dehulling process.
Impact Dehullers
An impact dehuller impels the hulled grain against a hard surface at a high rate of speed, causing the hull to come apart. While impact dehullers result in a sizeable percentage of chipped, cracked, and broken grain, this is not a problem when the grain is immediately cooked or milled. However, when dehulling grains rather than milling them into flour, the impact needs to be adjusted so that the grains won't be pulverized. Impact dehullers have steadily improved in their design (Forsberg, 1963; Masumoto, 1989).
Hammers wear out and need to be replaced regularly. The hammers can also cause wear on other parts of the dehuller. Friction and a rolling motion improve the dehulling of spelt and barley (Dorn, 2012). Because einkorn hulls are more tightly bound to the seeds, impact does not separate the two as well as friction (Friedrich Longin, personal communication, 2013).
An illustration of an impact dehuller appears in Fig. 4.
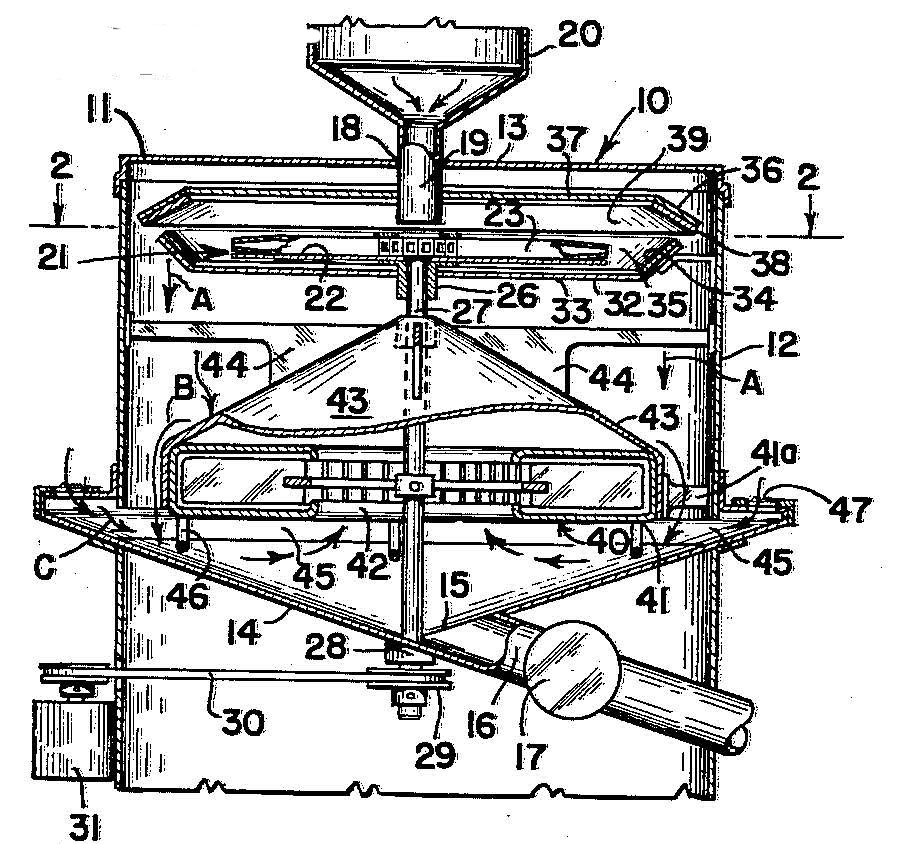
Figure 4. Schematic for a Forsberg Impact Dehuller. Source: United States Patent and Trademark Office, Patent #3,098,515. For full text of patent, click here.
Friction Dehullers
Hulls can be separated from grains by applying pressure and rubbing the hulled grains. The earliest friction dehullers were made of stone—essentially the same as stone mills—but set more widely apart than for grinding flour.
A dehuller can be made by adapting a hand mill used to grind flour (Dong and Edberg, 1990). The design requires that a rubber disk be placed over the metal burrs. Various polymers can be used. A food-grade rubber disk needs to be mounted on the mill's grinding face. The rubber disks are generally made of polyurethane. Impregnating the rubber disk with sand can increase the friction and the fraction of grains dehulled (Alan Dong, personal communication, 2013). The disks for a small scale friction dehuller are shown in Fig. 5.
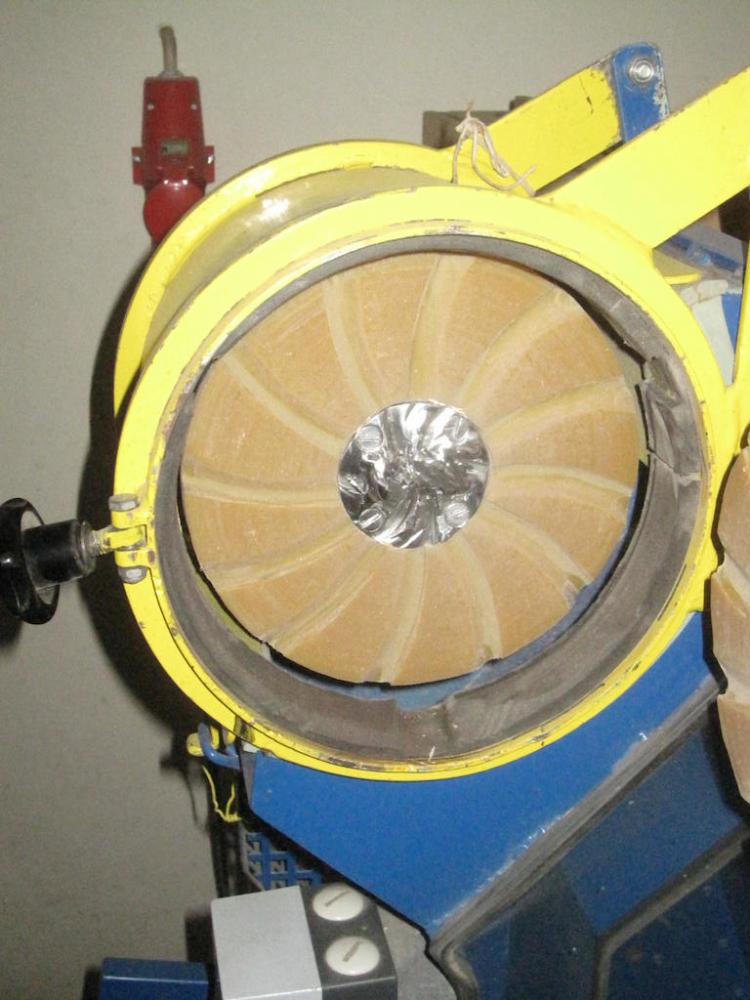
Figure 5. Friction dehuller disks. Photo credit: Brian Baker.
Friction dehullers have several advantages. The operating speed is easily controlled by by adjusting the angular velocity of the rotating shafts. The equipment can be adjusted to accommodate different types and sizes of grains. Different friction surfaces can be used to meet different needs without changing the mechanical system (Gauthier et al., 2012).
The main disadvantage of friction dehullers is that parts wear out fast and need to be replaced regularly. Maintenance and repair costs with friction dehullers are potentially higher than the alternatives. As the friction surface wears, frequent adjustment is needed to maintain proper spacing so that the machine can continue to remove hulls. Critical tolerances need to be maintained for the machine to function.
Abrasion Dehullers
Abrasion dehullers work on much the same principle as friction dehullers, in that the action of separation is by rubbing rather than impact. In addition, the hulls are mechanically scarified by sharp points, reducing the force needed to separate by friction. The most common designs involve the use of rotating disks parallel to the ground spinning in opposite directions. These disks have teeth that rip the hulls away from the kernels. The different specific gravities of the seeds and hulls, combined with the centrifugal force of the opposite spinning disks sends the hulls and the seeds in opposite directions (Cleland, 1929). While a more expensive investment, the design of abrasion dehullers allows for higher speed operation, greater throughput, higher yield, and overall greater efficiency than impact or friction dehullers. Scarification of the grain remains a problem with abrasion dehullers, however. Once scarified, the grain needs to be milled almost immediately or it is subject to degradation and infection from mold (Wright, 2014).
Fig. 6 shows a model dehuller that uses both impact and friction. Fig. 7 shows detail on the impact mechanism.

Figure 6. Cornell Impact-Friction Dehuller. Photo credit: David Benscher, Cornell University.

Figure 7. Detail of the impact mechanism. Photo credit: David Benscher, Cornell University.
Separation
After the kernels have been physically removed from the hulls, the edible grain and the chaff need to be separated. In most cases, the separation takes place using a column of air based on the principle that hulls and lighter material will float, while the heavier grains will fall. The simplest way to perform this action is with a fan, but the separation process makes it difficult to collect the hulls in one place. An aspirator or airlock in an enclosed column is better able to suspend the hulls, dust, and chaff than a fan.
Once the grain has been separated by air, it can then be separated by size and gravity. Different sized screens, both larger and smaller than the grains, can remove heavier large objects and small ones. A gravity table can perform another sort by mass. In some cases, the final step before bagging or milling spelt into flour is to run the dehulled product over a gravity table (Lazor, 2013).
Power Supply
The earliest dehullers used human labor or draft animals to supply power. Water and wind also were used prior to the invention of electric motors. Hand-operated models are still available, although these are usually modifications of hand-cranked mills. These dehullers have the advantage that they are low-cost, easy to assemble, and possible to operate without electricity or fossil fuel. But their capacity is limited and they are labor intensive. Dehullers can also be powered by gas or diesel engines (Bassey and Schmidt, 1990). These offer the advantages of not needing to be situated near electric lines, and can save on installation costs. However, in the U.S. market, such models are either custom-built or require modification of an electric-powered model. No gasoline-powered models were included in this study.
For most on-farm applications, the unit should be able to run on single-phase electricity. Not all farms producing ancient grains in the northeastern United States have electricity, such as those operated in the Amish community, so it may be desirable to have a hand-cranked model for smaller-scale operations.
Single-phase power that runs on standard 110-120V should be suitable for most small- and medium-scale operations. The disadvantage is that such systems have limited power and are at greater risk of overload. For the purposes of making calculations, except where otherwise noted, the power supply was assumed to be single phase 115V. Electricity cost savings can be made by upgrading to 220V and/or three-phase power.
Farms often have 220V wiring for running heavier equipment and high electricity use operations such as arc welding. Three-phase power has a definite advantage for higher throughput and performance (Gauthier et al., 2012). Larger units, such as the Horn and the Codema, may benefit from or require the installation of three-phase power systems to handle the greater current and higher voltage. For units that do not have a built-in way to separate the kernels from the hulls, such as the Codema, additional equipment needs to be purchased and connections and power draws are needed. Increased efficiency and quality are achieved by having a variable frequency drive that adjusts automatically for the condition of the grain.
Operating Conditions
The efficiency of a dehuller will vary according to the condition of the grain, which in turn will vary according to weather conditions, harvesting techniques, and other circumstances at the time the grain comes in from the field. Kernels will break cleanly when moisture is at 14% or less (Wallace, 2001). Moist grain is more difficult to dehull than dry grain; however, as the grain dries it becomes more brittle and prone to cracking, chipping, and breakage. Grain must be dried before it can be stored in a bin.
Removal of dirt, sticks, small rocks, and weeds before dehulling is very important for the smooth operation of the dehuller. Most farms included in the study use either a gravity table, fanning mill, or a paddy table. A gravity table separates grain from objects that are either heavier or lighter through vibration and forced air. A fanning mill also uses air forced by fans to separate lighter objects from grain. Paddy tables, originally designed to separate hulled from unhulled rice, work based on size and gravity, but not air. Running the raw grain over a magnet will help remove ferrous metals that can damage equipment and expose consumers to metal parts. Manufacturers of grain cleaning equipment include Codema and Ferrell-Ross (Clipper).
Larger-scale operations have started to install color sorters (Heinz Baecker, personal communication, 2013). Items that cannot be removed by magnets and are not easily screened can be sorted colorimetrically. These include undesirable contaminants such as weed seeds and rodent feces. While color sorters are seen as beyond the budget for most on-farm operations, their prices are coming down as they become more common.
Dust is a serious problem when dehulling. Hull dust is high in silica and is an occupational hazard. At higher concentrations, mill dust can and does cause explosions. Mill dust can also reduce the operating efficiency of the dehulling units and limits the choices of materials that can be used for the machinery (Gauthier et al., 2012). Dust collection systems need to be scaled appropriately to keep the dust in the air at acceptable levels.
With a high speed dehuller, performance degrades as the unit reaches capacity. The machinery becomes more prone to clogging and other malfunctions. Grain quality also suffers, with a higher percentage of cracked or broken grain, higher heat, and more grain must be recirculated. While top output can be reached for most of the models explored, it can seldom be sustained for much more than an hour. This is also true for smaller models. Small electric models tend to overheat and back up. Hand-operated models eventually cause operator fatigue. While output of 25 lb/hr is theoretically possible with a modified Corona mill, an output of 5 lb/hr is more realistic unless there are multiple people taking turns (Alan Dong, personal communication, 2013). For these reasons, dehullers are generally operated at less than 100% capacity, with an expected average of about 50-80%, depending on the model.
Maintenance and Repair
As with any equipment, dehullers require routine service and maintenance to maintain efficient operation and avoid untimely breakdowns. Moving parts and those that are routinely subject to stressful impacts or constant friction are the first to wear out. In most cases, manufacturers recommend that certain parts be replaced annually to avoid breakage during peak production. In the case of impact dehullers, these include the impeller rings that are used to increase the speed and force of the grains against the contact surface used to break the hulls.
One manufacturer uses an estimate of 4-5% of the new purchase price for annual maintenance and repair costs (Chad Plotts, personal communication, 2014). Other manufacturers provide a routine maintenance and estimated replacement cost schedule. Used equipment maintenance and repairs costs can be significantly higher (Lazor, 2013). Moving parts are the most likely to wear out, whether they are subjected to impact or friction.
Because of dust buildup, worn parts, and general grit and grime, the units should be periodically taken apart, cleaned, and inspected for wear. When significant wear is detected, the units should be reassembled using replacement parts. For example, it is recommended that the Horn dehuller be rebuilt once every ten years (Klaas Martens, personal communication, 2013).
Used Equipment
It is possible to save on the purchase price with used equipment. In some cases, the lower purchase price will result in lower operating costs, but this is often not the case. To begin with, used equipment needs to be in good working condition before it can be operated. Time spent in restoration and repairs, as well as the cost of replacement parts, needs to be factored into the total cost of the equipment. Newer equipment will often have electronic systems that can operate more efficiently by making constant adjustments to the speed of flow feeding the unit, the return flow of unhulled grains, and the output.
With the growing interest in hulled grains, used dehulling equipment is coming back into demand. It is important to look at the equipment and understand its condition before purchasing it. Mechanical aptitude is essential for the maintenance and repair of used equipment, particularly when obsolete equipment is being modified (Wright, 2014).
Modified Equipment
Dehullers for other grains and seeds can be modified to dehull spelt, emmer, and einkorn. Oat, rice, barley, sunflower, and clover dehullers have been modified or adjusted to dehull spelt. However, each hulled grain has specific tolerances and settings that need to be adjusted. Efforts thus far to design a more universal dehuller have resulted in compromises that are not optimum for any specific grain. Even among different spelt varieties, it is necessary to adjust the settings for the different sizes.
The Roskamp Challenger is an oat dehuller that has also been used by a number of vertically integrated on-farm mills to dehull spelt. Most models available today stem from a design that was patented in the 1950s as a combination dehuller and rolling mill (Roskamp, 1953). These dehullers were once very common in oat-producing regions. Used and reconditioned models are available. New Roskamp Challengers are available for over $120,000, although the company has not sold any for over ten years (Ryan Dietzenbach, personal communication, 2014).
Without modification, a Roskamp dehuller used on spelt resulted in more breakage and loss, producing grains unsuitable for human consumption (Lazor, 2013). The Roskamp demonstrated the highest throughput among the machines evaluated. While rated to be able to dehull 150 bushels of oats per hour with a 20 hp motor (Roskamp Huller Manufacturing Co., no date), significantly slower operating speeds are needed to effectively dehull spelt without major losses in quality (Lazor, 2013). Like the oat dehuller, the settings of a clover dehuller may result in higher breakage of spelt (Wright, 2014). Small-scale rice dehullers may offer another alternative (Alan Dong, personal communication, 2013). These different salvaged and modified models have highly variable purchase prices, costs of modification, maintenance and repair expenses, capacities, operating efficiencies, and throughputs. Therefore, no attempt has been made to estimate their cost as an option. Producers may find an option that works for them but there is no guarantee, and adjusting for the hulled grains may require considerable patience and experimentation. Another approach is to run the hulled grain through a grain combine. For example, an Allis-Chalmers AC60 can be modified to remove hulls, but this results in a very low yield and reduced quality, and thus is not recommended as a long-term solution (Lazor, 2013).

Figure 8. Codema VSH 2096 Dehuller. Photo credit: Codema LLC.

Figure 9. Heger DS II 800 S. Photo credit: Chad Plotts

Figure 10. Horn DVC. Photo credit: Mary-Howell Martens
Conclusions
Under current market conditions, investing in a dehuller can be profitable. As with other aspects of grain processing, there are significant economies of scale. Before making the investment in a dehuller, growers of ancient grains need to consider a variety of markets and be flexible about their use. Maintaining a high quality product for the premium market will require that a certain amount of the harvested and milled grains find alternative uses. Spelt in the hull can be used for animal feed. Food-grade ancient grains need to be dehulled before they can be made into value-added products. The retail market for raw berries is relatively small compared to the retail market for value-added products such as flour, bread, crackers, and cereal. These other products require investment in more than a dehuller and also entail additional expenses for the labor and energy involved in the further processing of the dehulled grains. Spelt, emmer, and einkorn can all be malted with a greater tolerance for hulls than milling into flour.
Small-scale dehullers are available for low or very low purchase prices. However, these models have limited capacity and are labor intensive per unit of grain processed. Dehulling capacity is only one bottleneck limiting small-scale producer access to the retail market. Based on the producers and millers interviewed, it may not be the most significant obstacle to capturing the added value of ancient grains. Regardless of the scale, purchase of a dehuller by itself is only one part of solving the entire question of value-added ancient grains.
Mills that specialize in ancient grains prefer to do their own dehulling in order to maintain quality control. Dehulled grains may provide a niche market for a vertically integrated farm-mill-bakery, or offer small-scale mills and artisan bakers expanded choices. Vertical integration into an on-farm bakery that specializes in ancient grains may be feasible, but either the prices charged will need to be at a significant premium over the existing market, or returns on investment and labor will be far below average. With prevailing labor costs for mills and even farm work, small-scale dehulling will be significantly more expensive than commercial-scale dehullers. If the equipment is not used near capacity, the investment will generate a negative cash flow. The cost structure for such operations will require a higher retail price point and a reliable premium in order to recover the investment.
Mention of specific brand names and companies are not meant as endorsements. The author would like to thank Heinz Baecker, David Benscher, Alan Dong, Julie Dawson, Elizabeth Dyck, Frank Kutka, Jack Lazor, Friedrich Longin, Klaas Martens, Mary-Howell Martens, Robert Perry, Chad Plotts, Blaine Schmaltz, Mark Sorrells, Joel and Eric Steigman, Don Stinchcomb, Nigel Tudor, and George Wright for data, advice and helpful suggestions. The author is solely responsible for the accuracy of the content.
References and Citations
- Bassey, M. W., and O. G. Schmidt. 1990. Abrasive-disc dehullers in Africa: From research to extension. International Development Research Centre. Ottawa, Ontario, Canada. (PDF available online at: https://idl-bnc-idrc.dspacedirect.org/bitstream/handle/10625/3207/IDL-3207.pdf?sequence=1) (verified 20 Mar 2023).
- Cleland, A. V. 1929. Seed huller. U.S. Patent No. 1,708,604. U.S. Patent and Trademark Office. Washington, DC.
- Codema LLC, North America. 2007. Impact Huller VSH-2096 Specification Sheet. (PDF available online at: https://codemallc.com/wp-content/uploads/2018/05/impact_huller_vsh-2096.pdf) (verified 20 Mar 2023).
- Dong, A., and R. J. Edberg. 1990. Grain huller for rice, spelt wheat, quinoa and millet. I-Tech. Veneta, OR. (PDF available online at: http://www.savingourseeds.org/pdf/grain_dehuller.pdf) (verified 20 Mar 2023).
- Dorn. 2012. Oat and grain dehuller [Online]. Farm Hack. Available at: https://farmhack.org/wiki/oat-dehuller-model-sr-50) (verified 20 Mar 2023).
- Forsberg, A. R. 1963. Seed hulling and separating machine. U.S. Patent No. 3,098,515. U.S. Patent and Trademark Office. Washington, DC.
- Forsberg, Inc. 2003. Model 7-D design and specifications. Forsberg. Thief River Falls, MN.
- Gauthier, A., J. Mackintosh, and E. Richenberg. 2012. Grain dehuller. Cornell University. Ithaca, NY.
- Heger GmbH & Co. 2013. Technical Data Sheet DS II 800 S.
- Horn GmbH & Co. 2012. Spelt-Dehuller DVC-2. (PDF available online at: https://www.horn-technic.de//?L=1) (verified 20 Mar 2023).
- Jasny, N. 1942. Competition among grains in classical antiquity. The American Historical Review 47:747—64. (Available online at: http://www.jstor.org/stable/1841501) (verified 20 Mar 2023).
- Lazor, J. 2013. The organic grain grower: Small-scale, holistic grain production for the home and market producer. Chelsea Green Publishing, Inc. White River Junction, VT.
- Masumoto, T. 1989. Impact rice huller. U.S. Patent No. 4,800,810. U.S. Patent and Trademark Office. Washington, DC.
- Nesbitt, M., and D. Samuel. 1998. Wheat domestication: Archaeobotanical evidence. Science 279:1431—1431. (Available online at: http://dx.doi.org/10.1126/science.279.5356.1431e) (verified 20 Mar 2023).
- Roskamp Huller Manufacturing Co. n.d. Roskamp Challenger Oat Huller Specification Sheet.
- Roskamp Huller Manufacturing Co. n.d. Roskamp Oat Hullers. Brochure.
- Roskamp, J. K. 1953. Combination hulling and rolling machine. U.S. Patent No. 2,633,072. U.S. Patent and Trademark Office. Washington, DC.
- Schmidt, O. G. 1992. An analysis of progress and achievements in regional dehulling projects. p.9—18. .In M. I. Gomez, L. R. House, L. W. Rooney, and D.A.V. Dendy (eds.) Utilisation of sorghum and millets. International Crops Research Institute for the Semi-Arid Tropics. Patancheru, AP, India. (Available online at: http://oar.icrisat.org/992/) (verified 20 Mar 2023).
- Stallknecht, G. F., K. M. Gilbertson, and J. E. Ranney. 1996. Alternative wheat cereals as food grains: Einkorn, emmer, spelt, kamut, and triticale. p. 156—170. [Online]. In J. Janick (ed.) Progress in new crops. ASHS Press, Alexandria, VA. (Available online at: https://www.hort.purdue.edu/newcrop/proceedings1996/V3-156.html) (verified 20 Mar 2023).
- Tudor, N. 2012. Farmer built spelt dehuller [Online]. USDA Sustainable Agriculture Research and Education Report. Available at: https://projects.sare.org/sare_project/fne11-731/ (verified 20 Mar 2023).
- United States Department of Agriculture, Agricultural Marketing Service, and United States Department of Transportation. 2010. Study of rural transportation issues [Online]. United States Government Printing Office. Washington, DC. Available at: http://www.ams.usda.gov/services/transportation-analysis/rti (verified 20 Mar 2023).
- Wallace, J. (ed.) 2001. Organic field crop handbook. 2nd ed. Canadian Organic Growers. Ottawa, ON.
- Wright, G. 2014. Selling grains at the farmers market. Paper presented at the NOFA-NY Winter Conference. Saratoga Springs, NY. January 24, 2014..

